Sənaye Xəbərləri
-

Böyük döymələr üçün uyğun olan dağıdıcı olmayan sınaq üsulları hansılardır
Ultrasonik Test (UT): Qüsurları aşkar etmək üçün materiallarda ultrasəs yayılması və əks olunması prinsiplərindən istifadə. Üstünlükləri: Döymələrdə məsamələr, daxilolmalar, çatlar və s. kimi daxili qüsurları aşkar edə bilər; Yüksək aşkarlama həssaslığına və yerləşdirmə dəqiqliyinə malik olmaq; Bütün döymə...Daha ətraflı oxuyun -

Polad döymə hissələrinin istiləşməsi
Temperləşdirmə iş parçasının söndürüldüyü və Ac1-dən aşağı temperaturda qızdırıldığı (istilik zamanı perlitdən austenit çevrilməsinin başlanğıc temperaturu), müəyyən bir müddət saxlanıldığı və sonra otaq temperaturuna qədər soyudulduğu bir istilik müalicəsi prosesidir. Temperləşdirmə ümumiyyətlə izlənilir...Daha ətraflı oxuyun -

4145H ilə döymələrin hazırlanmasının üstünlükləri nələrdir
4145H əsasən neft quyusu qazma alətlərinin istehsalı və istifadəsi üçün istifadə edilən strukturlaşdırılmış poladdır. Polad qövs sobasında emal edilir və yumşaq emal texnologiyası vasitəsilə emal olunur. Bundan əlavə, qazma bitlərinin işini yaxşılaşdırmaq üçün tez-tez neft qazmalarından istifadə olunur. 4145H poladdan istifadə edərkən...Daha ətraflı oxuyun -

Stabilizator üçün 4145H və ya 4145H MOD seçin
4145H və 4145H MOD, əsasən neft və təbii qaz sənayelərində yüksək möhkəmlik və yüksək temperatur tətbiqləri üçün istifadə edilən iki fərqli polad spesifikasiyasıdır. Onların fərqləri aşağıdakı aspektlərdə olur: Kimyəvi tərkibi: Kimyəvi tərkibində cüzi fərq var b...Daha ətraflı oxuyun -

Söndürmə və istiləşmə müalicəsi
Söndürmə və istiləşmə müalicəsi iş parçasının yaxşı hərtərəfli mexaniki xüsusiyyətlərə malik olmasını təmin etmək məqsədi daşıyan söndürmə və yüksək temperaturda istiləşmənin ikili istilik müalicəsi üsuluna aiddir. Yüksək temperaturda istiləşmə 500-650 ℃ arasında temperlənməyə aiddir. Ən sönmüş və səbirli...Daha ətraflı oxuyun -

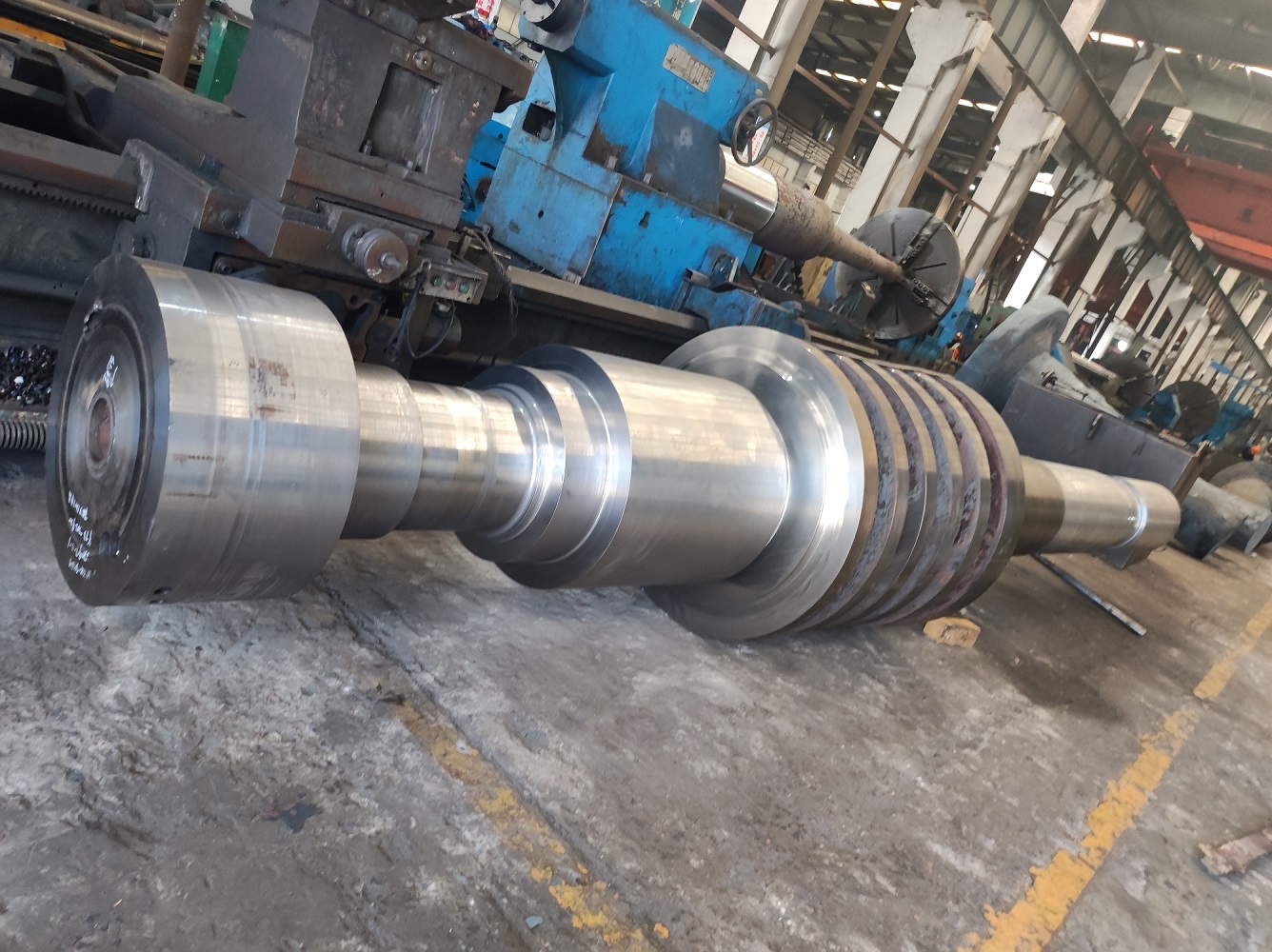
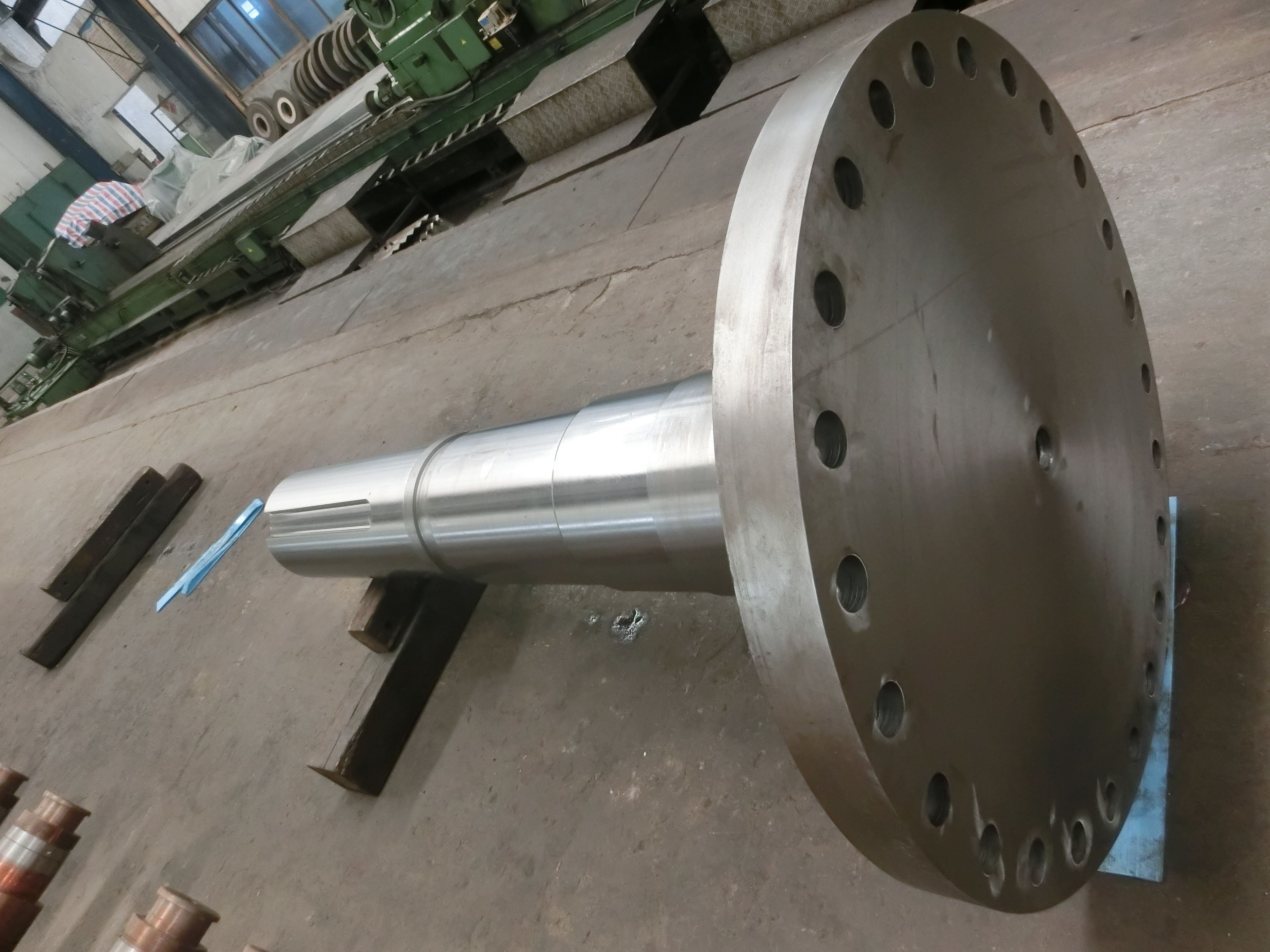
Hidravlik Turbinlər və Hidravlik Generatorlar üçün Şaft Döymələri
1 Əritmə 1.1 Polad döymə üçün qələvi elektrik sobası əritmə üsulundan istifadə edilməlidir. 2 Döymə 2.1 Döymə parçanın büzülmə boşluqlarından və ciddi seqreqasiyadan azad olmasını təmin etmək üçün polad külçənin yuxarı və aşağı uclarında kifayət qədər kəsmə ehtiyatı olmalıdır. 2.2 Döymə...Daha ətraflı oxuyun -

Açıq döymə hissələri
Sərbəst döymənin əsas proseslərinə əzmə, uzanma, zımbalama, əyilmə, burulma, yerdəyişmə, kəsmə və döymə daxildir. Sərbəst döymə uzanması Uzatma, həmçinin uzadılma kimi də tanınır, iş parçasının en kəsiyinin sahəsini azaldan və uzunluğunu artıran döymə prosesidir. Uzatmaq...Daha ətraflı oxuyun -
Sənaye buxar turbinlərinin rotoru üçün döymə
1. Əritmə 1.1 Döymə hissələrin istehsalı üçün polad külçələr üçün qələvi elektrik qövs sobasında əritmə, sonra isə xarici təmizlənmə tövsiyə olunur. Əritmə üçün keyfiyyəti təmin edən digər üsullardan da istifadə edilə bilər. 1.2 Külçələrin tökülməsindən əvvəl və ya tökmə zamanı polad...Daha ətraflı oxuyun -

Döymə hissəsinin normallaşdırılması
Normallaşdırma poladın möhkəmliyini yaxşılaşdıran istilik müalicəsidir. Polad komponentləri Ac3 temperaturundan 30-50 ℃ yuxarı temperatura qədər qızdırdıqdan sonra onları bir müddət saxlayın və sobadan hava ilə soyudun. Əsas xüsusiyyət, soyutma sürətinin anadan daha sürətli olmasıdır ...Daha ətraflı oxuyun -
Külək turbininin saxta qüllə flanşları üçün bəzi texniki xüsusiyyətlər
Ümumi Tələblər Flanş istehsal edən şirkətlər məhsullar üçün tələb olunan texniki imkanlara, istehsal gücünə, yoxlama və sınaq imkanlarına, həmçinin döymə sənayesində ən azı iki illik təcrübəyə malik olmalıdırlar. İstehsalat Avadanlıqları Flanş istehsalı...Daha ətraflı oxuyun -

Döymə və döymələrin emalı zamanı temper kövrəkliyi
Döymə və döymələrin emalı zamanı temper kövrəkliyinin olması səbəbindən mövcud temperləmə temperaturları məhduddur. Temperləmə zamanı kövrəkliyin artmasının qarşısını almaq üçün mexaniki dayaqların tənzimlənməsini çətinləşdirən bu iki temperatur aralığından qaçınmaq lazımdır...Daha ətraflı oxuyun -

Mil döymələri üçün istilik üsulları hansılardır?
Davamlı hərəkət edən isitmə ümumiyyətlə şaft döymələrinin induksiyalı qızdırılması üçün istifadə olunur, yüksək tezlikli söndürmə isitmə isə adətən döymə hərəkət edərkən indüktörün bərkidilməsini əhatə edir. Tez-tez sensorlar tərəfindən köçürülən orta tezlikli və güc tezliyi ilə qızdırılır və döymə də lazım olduqda dönə bilər...Daha ətraflı oxuyun



